
“CONCEPT”
The “power of flow” will change common sense.

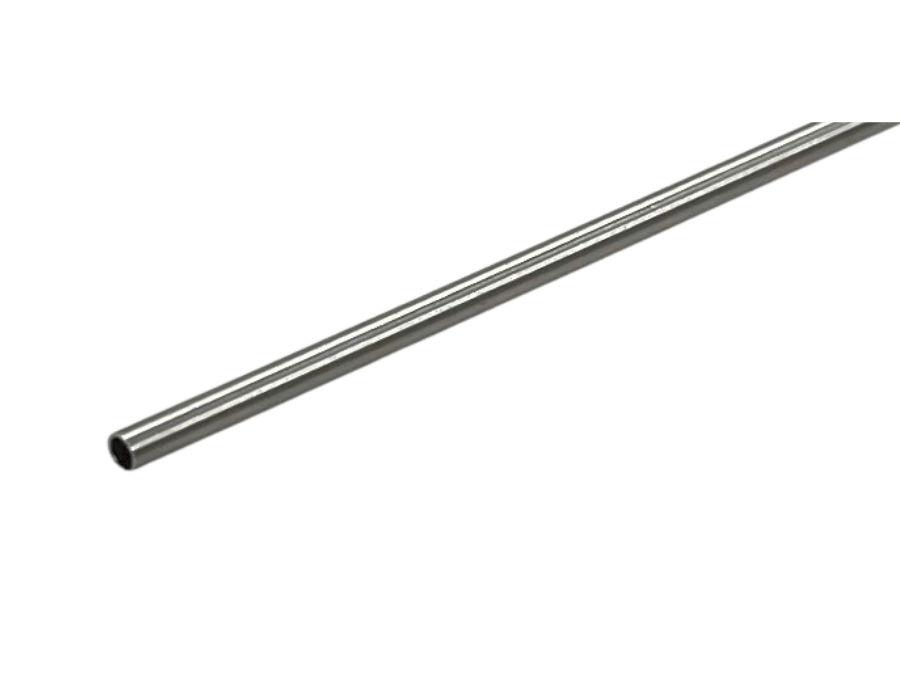
Sustainable internal polishing technology
No organic solvents or diamonds are used. Amidst the growing concerns about “environmental issues” and “cost issues,” we have developed a new technology that uses only water and abrasives. This is a sustainable polishing technology that fits the new era.
Simple and highly efficient polishing action
The machine and technical structure have been made as simple as possible in pursuit of “reproducibility,” “operability,” and “efficiency. It can be applied to various items from fine holes to long pipes, and multiple simultaneous polishing is possible.


Deburring and cleaning
It can also be used for post-processing fine burrs and surface cleaning. Needs are increasing in the fields of semiconductors, medical equipment, etc.It enables deburring and cleaning processes even in previously inaccessible locations and flow paths.
TECHNOLOGY COMPARISON
ACHIEVEMENTS
Ra0.526
▶︎
Ra0.012μm
Request details/Improvement of internal roughness
Material/SUS316
Inner diameter/φ0.2

Ra3.629
▶︎
Ra0.104μm
Request: Improve surface roughness of cooling waterway and increase flow rate
Material/SUS420J2
Inner diameter/φ0.8

Ra5.075
▶︎
Ra0.076μm
Request: Improve surface roughness of cooling waterway and increase flow rate
Material/Al-Si alloy
Inner diameter/φ2.0

QUALITY
In order to provide and verify reliable data after prototyping and contract polishing, we contract with a reliable third-party public institution to perform data measurement.
Surface roughness measurement equipment used
ZYGO Nexview NX2
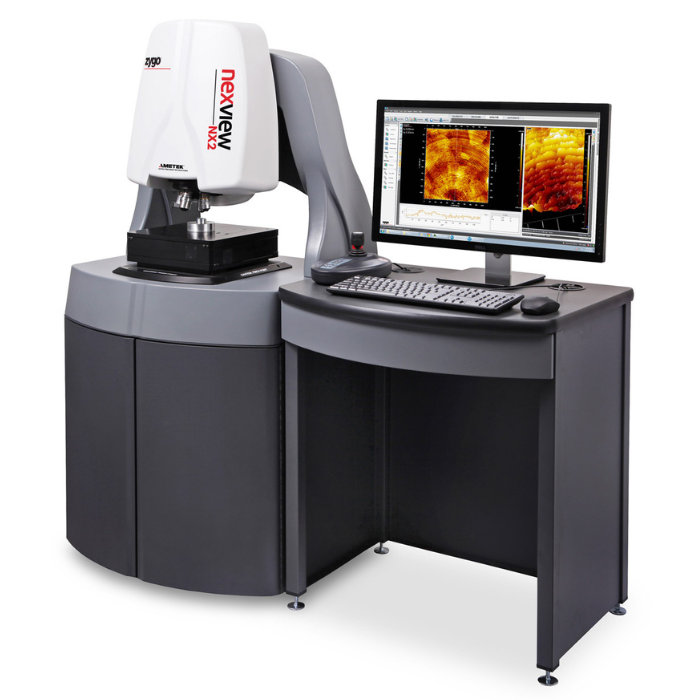

Contractor: Industrial Technology Center of Okayama Prefecture
SERVICE
FAQ
We have a solution for your “difficult processing”!
